
Mocora fiber as polyester resin
reinforce for mechanical applications
Fibra Mocora como resina de poliéster
reforça para aplicações mecânicas

Juan Francisco Nicolalde1, Javier
Martínez-Gómez1-2, Álvaro Ávila2 & Javier Maiguashca3
1 Facultad de Arquitectura e
Ingeniería. Universidad Internacional SEK. Quito-Ecuador. Correo:
[email protected]
1 Facultad de Arquitectura e
Ingeniería. Universidad Internacional SEK. Quito-Ecuador. Correo: [email protected]
2 Centro de Investigación.
Instituto Nacional de Eficiencia Energética y Energías Renovables-INER. Quito-Ecuador.
Correo: [email protected]
2Centro de Investigación. Instituto Nacional de Eficiencia
Energética y Energías Renovables-INER. Quito-Ecuador. Correo:
[email protected]
3 Centro de Investigación.
Instituto Espacial Ecuatoriano-IEE. Quito-Ecuador. Correo: [email protected]
Fecha de recepción: 28 de mayo de 2018
Fecha de aceptación: 15 de febrero de 2019
RESUMEN
INTRODUCCIÓN. El refuerzo de resinas con
fibras naturales es utilizado a nivel mundial y debido a la biodiversidad del
Ecuador sus fibras de origen natural supondrían un aporte a la manufactura de
partes como materiales compuestos. OBJETIVO. Caracterizar la fibra de
mocora como refuerzo de resina poliéster insaturada, determinar las propiedades
del material y encontrar la viabilidad de aplicaciones en el área mecánica. MÉTODO.
Esta investigación comienza con el levantamiento y documentación de información
de la fibra. Caracterización de la fibra tomando medidas, realizando
microscopia, SEM, análisis de absorción de humedad, observación de la reacción
de la fibra ante la resina, caracterización mecánica del material compuesto,
diseñando moldes para probetas y pruebas mecánicas en base a normas ASTM. RESULTADOS.
Se demuestra que la fibra tiene distintas longitudes en orientaciones 90º con
un recubrimiento, la fibra tiene capas impermeables y surcos internos, tiene
una absorción de humedad promedio de 61%, el molde de madera resiste la
presión, hay encapsulación de la fibra, pero no tiene mojabilidad con la resina
poliéster DISCUSIÓN Y CONCLUSIONES. El molde obtiene probetas sin
derramamientos, pero la fibra es inviable como material compuesto bajo las
condiciones naturales, sugiriendo futuras investigaciones con tratamientos
enzimáticos a la fibra.
Palabras clave: Compuestos, mocora,
poliéster, SEM, mecánica, simulación.
ABSTRACT
INTRODUCTION. The reinforcement of
resins with natural fibers is used worldwide and due to the biodiversity of
Ecuador it’s natural origin fibers would suppose a contribution to the
manufacture of parts as composite materials. OBJECTIVE. Characterize the
mocora fiber as reinforcement of unsaturated polyester resin, determine the
properties of the material and find the viability of applications in the mechanical
area. METHOD. This research begins with the collection and documentation
of fiber information. Characterization of the fiber taking measurements,
performing microscopy, SEM, analysis of moisture absorption, observation of the
reaction of the fiber with the resin, mechanical characterization of the
composite material, designing molds for test pieces and mechanical tests based
on ASTM standards. RESULTS. It is shown that the fiber has different
lengths in 90º orientations with a coating, the fiber has impermeable layers
and internal grooves, has an average moisture absorption of 61%, the wood mold
resists the pressure, there is encapsulation of the fiber, but It hasn’t
wettability with polyester resin. DISCUSSION AND CONCLUSIONS. The mold
obtains samples without spills, but the fiber is unfeasible as a composite
material under natural conditions, suggesting future investigations with
enzymatic treatments to the fiber.
Keywords: Compounds, mocora, polyester, SEM, mechanic,
simulation.
RESUMO
INTRODUÇÃO. O reforço de resinas com
fibras naturais é usado em todo o mundo e, devido à biodiversidade do Equador, seu
fibras de origem natural supõem uma contribuição para a fabricação de peças
como materiais compostos. OBJETIVO. Caracterizar a fibra mocora como reforço
de resina de poliéster insaturado, determinar as propriedades do material e
encontrar a viabilidade de aplicações na área mecânica. MÉTODO. Esta
pesquisa começa com a coleta e documentação de informações de fibra.
Caracterização das medidas de tomada de fibra, realização de microscopia, MEV,
análise de absorção de umidade, observação da reação da fibra antes da resina,
caracterização mecânica do material compósito, desenho de moldes para peças de
teste e ensaios mecânicos baseados em padrões ASTM. RESULTADOS. É
mostrado que a fibra tem diferentes comprimentos em orientações de 90º com um
revestimento, a fibra possui camadas impermeáveis e sulcos internos, tem uma
absorção média de 61%, o molde de madeira resiste à pressão, há encapsulamento
da fibra, mas não Tem molhabilidade com resina de poliéster DISCUSSÃO E
CONCLUSÕES. O bolor obtém amostras sem derrames, mas a fibra é inviável
como material compósito sob condições naturais, sugerindo futuras investigações
com tratamentos enzimáticos para a fibra.
Palavras-chave: Compostos, mocora,
poliéster, SEM, mecânico, simulaçao
INTRODUCCIÓN
Dentro del área
de las ciencias mecánicas, uno de los campos que más exigen manufactura y sirve
como referente por sus repuestos, es el área automotriz, en este existen las partes
de materiales compuestos; donde, la fibra de vidrio es muy común, esta presenta desventajas en su producción, como por
ejemplo, impactos ambientales severos, por eliminación de residuos, ya sea en
vertederos o por incineración sin control de emisión de gases; el hecho de ser un
material fuerte, es más difícil de desintegrar para el medio ambiente [1]. Por esto, las fibras naturales, han ganado un especial interés
como sustitutos de la fibra de vidrio, donde, las ventajas de estas sobre las
artificiales son: bajo costo, baja densidad, secuestro de CO2, fácil separación
y biodegradabilidad [2].
En Estados
Unidos 1.5 millones de autos operan con el uso de fibras naturales como: yute,
cáñamo, sisal entre otras; sirven como refuerzo de polímeros termoplásticos y
termofijos [1]. La marca Mercedes Benz, ha utilizado yute y algodón en los
interiores de sus autos, también se han desarrollado compuestos con
características técnicas para los paneles de las puertas, pilares estructurales
de la cabina, partes de asientos, parachoques, apoya cabezas entre otros [3];
marcas como Toyota y Audi, utilizan otros biocompuestos en diversas
aplicaciones, en todos los casos contribuyendo a la reducción de peso [4]. En Ecuador dentro
del área automotriz, la producción de autopartes no abastece la necesidad del
mercado; por ejemplo, en 2015 la demanda para mantenimiento preventivo de autos
livianos fue de 11’443.309 y se reportó una importación de 14’513.943 de partes
[5].
El uso de fibras naturales como refuerzo, se ha vuelto
muy común debido a que ambientalmente son más amigables; por ejemplo, la
fabricación de una estera de fibra de vidrio ocupa 83% más de energía que una
de lino [6]. Económicamente son más baratas, tanto en la manufactura como en la
disposición después de cumplir su ciclo de vida; sus propiedades mecánicas,
pueden ser similares a las de fibra de vidrio y en algunos casos hasta
superiores en propiedades elásticas [7]. El desempeño
mecánico del material compuesto reforzado con fibra natural, depende mucho de
la afinidad de los componentes, suele haber una adhesión pobre entre estos,
pues la fibra es hidrofílica mientras que el polímero es hidrofóbico [7].
En Ecuador existe una gran biodiversidad, donde fibras
naturales han sido utilizadas ancestralmente para diferentes fines, en el caso
de la mocora -palma que se da desde Nicaragua hasta Ecuador, en alturas entre
los 200msnm y 500msnm-, se utiliza en diversas aplicaciones desde sombreros
hasta muebles [8], por lo que supondría un material candidato para
reforzar una resina.
Las fibras naturales refuerzan matrices de resina, los poliésteres insaturados lineales se enlazan en forma cruzada por
moléculas de tipo vinilo como el estiren al haber agentes de curado, estas son
comúnmente los a base de peróxido como el peróxido de metil etil cetona (MEK) y
usualmente también requiere de un activador de naftalanato de cobalto en
pequeñas cantidades, de esta manera se cura el poliéster en temperatura
ambiente [9]. Esta resina, es reciclable mediante un
proceso químico de glicólisis, en el cuál debe ser reconstruida con la adición
de anhídrido maleico y estireno, obteniendo como resultado un producto apto
para varias aplicaciones [10].
MÉTODO
Materiales
Desde la
comunidad de Calceta en la provincia de Manabí, se obtuvo la fibra de mocora natural, extraída y
tratada de la forma tradicional por artesanos manabitas, esta fibra es extraída
de las hojas jóvenes de la palma de mocora, es hervida, saumeriada y secada al
sol [11].
La resina poliéster, se utilizó según las especificaciones,
en cantidades de Resina-estireno junto al catalizador para el curado de MEK y
activador de cobalto, siendo la resina poliéster diluida con un 20% en estireno
monómero y añadido los activadores en 0.03% [12].
Instrumentos
Se midió la
fibra con cinta métrica y calibrador de precisión de hasta 0.02 mm, se realizaron
los pesajes con balanza electrónica de precisión de hasta 0.01 g, las microscópicas de inspección industrial se realizaron con el
microscopio AMScope de iluminación led con WF 10X20, magnificación de hasta 90x
y cámara de 5Mp, las microscopias electrónicas de barrido con el equipo Vega 3
Tescan, con un HV de 20kV y 15kV a magnificaciones de 1.03kx y 1.58kx. Se realizaron
simulaciones de esfuerzo en el diseño de moldes con el Software NX.
Técnicas de
análisis de datos
Se analizaron
los datos obtenidos realizando tablas de promedios, otros resultados fueron discutidos
a partir de la observación.
Procedimiento
La fibra fue medida
en largo total y ancho en la zona central, también se realizaron inspecciones
manuales. Se tomaron 50
muestras de 30mm de largo y 10 mm de ancho, estas fueron pesadas para luego
dejarlas en agua destilada por 24 horas, después fueron pesadas nuevamente para
encontrar el porcentaje de absorción de humedad por medio de la ecuación 1 [13].

Donde:
 : Peso húmedo
: Peso húmedo
 : Peso Seco
: Peso Seco
Para poder
apreciar mejor los resultados de absorción de agua, se tomaron 10 hebras
completas y se les realizó el mismo procedimiento. Posteriormente la fibra
entera fue sometida al estiramiento tradicional.
Para la realización de las probetas, se diseñó
un molde de madera de 7 slots que impida que la resina se riegue, con este
material se buscó reducir costos a comparación de moldes hechos con metal. La
medida de los slots está dada con norma ASTM D3039 para orientación de 90º de
175mm x 25mm x 2mm, simulando una compresión de 1 tonelada. El mallado se tomó
como referencia en automático, refinándolo cada vez con 7 simulaciones para
tener un comparativo y resultados más precisos.
También se realizaron
probetas con fibra triturada y pulverizada para conocer su mojabilidad a
distintas configuraciones, posteriormente se tamizó la
fibra triturada para separar los elementos más pequeños, debido a que la fibra
está triturada, su disposición en la probeta fue aleatoria por lo que sus
dimensiones bajo la norma ASTM D3039 fueron de 25mm x 250mm x 2.5mm.
RESULTADOS
Toma de medidas
Con las fibras estiradas, se realizó la
toma manual de datos de espesor, longitud y ancho; se encontró que al inicio de
la fibra hay una zona más rígida que el resto, este punto fue el inicio de la
toma de medidas, desechando las que no lo posean, pues no están completas. Dado
que este punto rígido es una aglomeración, no se lo tomó en cuenta para la medida
de espesor. Se encontró que el espesor es variante en toda la fibra, ya que se
detectó que la fibra tiene varios surcos irregulares en ambos lados de esta. Este
espesor, puede alcanzar hasta los 0.5mm en promedio en varias zonas en una sola
muestra. Continuando con el ancho y longitud, se tomaron las medidas de 103
ejemplares, en la tabla 1 se muestran los máximos, mínimos y promedios.
Tabla 1. Medidas de fibra
|
Longitud
promedio (mm)
|
Ancho
Promedio
(mm)
|
Longitud
máxima
(mm)
|
Longitud
mínima
(mm)
|
Ancho
máximo
(mm)
|
Ancho
mínimo
(mm)
|
|
1000
|
14
|
1315
|
655
|
22
|
8
|
A simple vista, se puede apreciar que la
fibra está compuesta de varias fibras internas, todas orientadas
longitudinalmente con un ángulo de 90º, tiene un recubrimiento con un anverso parecido a un laminado
plástico y el reverso más rugoso.
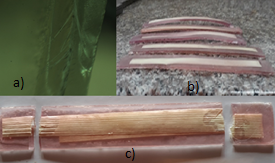
Microscopia
En la figura 1, se muestra las microscopias
de inspección de la fibra, en 1.a se ve una cara, donde cada línea longitudinal
es una fibra interna y cada espacio entre ellas es una especie de matriz
natural, también se ve una rotura de la fibra, comparando en 1.c el anverso y
el reverso en 1.b, aquí se ve claramente que el anverso es más resistente y
casi no sufre rotura, mientras que el reverso se rompe totalmente, pero se
mantiene unido al anverso.
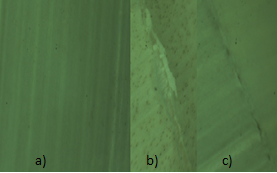
Figura
1. Microscopias de inspección
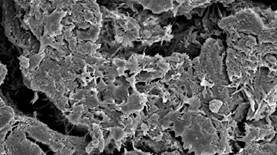
Por otro lado, en la figura 2.a, se muestra
la imagen de la microscopia electrónica de barrido (SEM) a 20kV y aumento de 20µm, en esta no se puede ver nada más allá de
la capa antes descrita, se observa que se compone como tipos de hojuelas, en la
muestra se encontró una rotura lo cual permitió observar su interior en 2.b,
también con 15kV y aumento de 50µm, se ve que el recubrimiento tiene surcos donde la fibra se aloja.
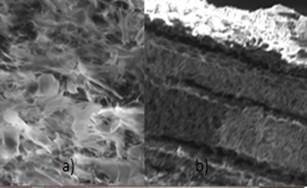
Figura
2. SEM fibra de mocora
Porcentaje de
absorción de humedad
Es conocido entre los artesanos, que la
fibra tiene buena absorción de anilina, a esta la utilizan para darle color a
la fibra y usualmente la usan como adorno en sus sombreros, cabe recalcar que
la absorción de la anilina no daña a la fibra por lo que se la puede trenzar y
darle uso como se muestra en la figura 3.

Figura
3. Fibra pigmentada
trenzada
Se realizaron muestras de fibra de 30mm, al
introducir la muestra dentro del vaso con agua destilada, se pudo observar que
estas por su baja densidad flotaban, aunque fueran sumergidas no absorbían la
humedad inmediatamente, hasta se podría decir que mostraban cierta
impermeabilidad. Después de haber dejado reposar un día, se encontró que
algunas muestras habían perdido flotabilidad, pero sin llegar a tocar fondo, se
las secaron con papel absorbente, esto se dio con mucha facilidad dejando a la
superficie seca al tacto, la fibra húmeda mostró un incremento de peso
considerable en los especímenes, por lo menos duplicando su peso seco y en
algunos casos hasta cuadriplicándolo.
Cabe recalcar, que la fibra entera al ser
humedecida, presentó una mejor maleabilidad y no sufrió ninguna rotura por la
tensión aplicada en ella, mostrando que no hubo pérdida significativa de
fuerza, pero si presentó una separación de capas por la fricción que se aprecia
en la figura 4, esta división se la conoce como “mocora sacada”.

Figura
4. Mocora sacada y estirada
En la tabla 2, se muestran los resultados
del porcentaje de absorción de humedad en las muestras medidas completas, y de
ambos grupos, extrayendo el máximo y el mínimo.
Tabla 2. Absorción de humedad
|
AH
Promedio Muestra (%)
|
AH
Promedio
Completa (%)
|
AH
Promedio
Total (%)
|
AH
Máxima (%)
|
AH
Mínima (%)
|
|
61.76
|
61.14
|
61.65
|
75.00
|
50.00
|
Clave. AH:
Absorción de Humedad
Generación de
molde
Para evitar que la resina se riegue, se
diseñó un molde de 4 piezas, sus partes y ensamble se muestran en la figura 5.
Se realizó de 7 slots debido a que la norma requiere que se hagan 5 pruebas y 2
extra en caso de cualquier accidente por alguna mala calibración.
En la figura 6.a, se ve la simulación con
un mallado con elementos de 4mm el cual dio el esfuerzo mayor, también en 6.b se
observa la gráfica de mallados frente al esfuerzo máximo en cada simulación.
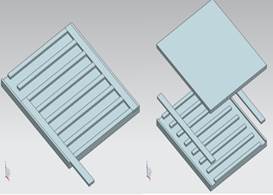
Figura
5. Molde
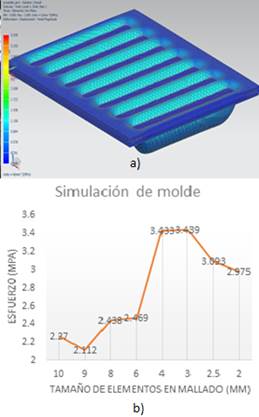
Figura
6. Simulación
Material
compuesto
Al romper el material compuesto de fibra y
resina, se reveló que la mocora no tiene ningún tipo de absorción a la resina,
en la figura 7 se muestra la interacción de la resina y la fibra, donde en 7.a se
puede ver una microscopia en la cual apenas se puede diferenciar la resina de
la fibra, mostrando que la resina puede cubrir en su totalidad a la fibra, en
7.b se denota que la probeta de material compuesto fleja debido a la reacción
exotérmica del curado, en el caso de la resina no es mucho, pero al añadir
fibra esta se doblega junto a la matriz, esto se solucionó al aplicar presión
en las probetas al curarse se ven varias probetas curvadas.
También en 7.c se ve como se rompe la
probeta al ajustarla con mordazas manuales, estas provocaron fisuras en las
zonas de ajuste, al realizar el ensayo la separación se da aquí imposibilitando
tener una lectura de resistencia.
Figura
7. Material compuesto
En la figura 8, se muestra cómo se da la
mezcla entre fibra triturada y tamizada con la resina, se ve que hay una mejor
mojabilidad en la tamizada

Figura
8. Probetas fibra triturada y
tamizada
DISCUSIÓN Y CONCLUSIONES
La simulación del diseño propuesto para
moldes, mostró que resiste una carga de 1 tonelada a la compresión, aunque no
fue necesaria esta carga, el molde funcionó de la manera esperada, no hubo
derrames de resina y su costo fue mucho más conveniente que uno en acero. En la
figura 9 se muestra la comparación entre ambos moldes y en la figura 10 se
muestra los restos de resina que evidencia el derramamiento en el molde de
acero, cosa que se evitó con el molde diseñado. Hay que recalcar que el molde
de madera debe tener un recubrimiento de laca para que no absorba la resina.

Figura
9. Moldes

Figura
10. Restos de resina
Las microscopias, mostraron que la fibra
posee recubrimientos que encapsulan a las fibras internas, una parte al ser más
resistente a la rotura que la otra demuestra que estas también forman parte
importante de la resistencia mecánica, por otro lado, las capas y fibras internas
son cuerpos distintos, al arrancar una sección, parte del recubrimiento es
separado dejando a las fibras internas en su lugar. El SEM mostró que el
recubrimiento es sellado, internamente tiene surcos que alojan a las fibras
internas dándole zonas específicas para la unión. En comparación con la figura
9 de una microscopia de barrido de una fibra de lino, se puede ver que la
mocora es más ordenada y tiene una orientación definida, mientras que el lino
es más caótico. Esto se debe a que la fibra de mocora divide sus fibras
internas y las alinea en su recubrimiento mientras que la fibra de lino es
aglomerada.
Figura
11. SEM de lino [14]
Al someter a la fibra húmeda a estiramiento,
no sufrió rotura, esto se debe a que las capas al ser impermeables mantienen su
fuerza, por esta razón no se rompe, mostrando que la absorción de humedad es
interna.
En el caso del ensayo, al ajuste se
produjeron fisuras que no permitieron ensayarla, mostrando que para la resina
poliéster realizar probetas con 2mm de espesor puede ser muy frágil, además que
el refuerzo no está amortiguando la presión de las mordazas, al generar
pequeñas fisuras es donde se da la rotura por sus fallas. En la figura 12 se
muestra la fractura que se da en un ensayo de resina poliéster con refuerzo de
abacá, aquí se ve donde debe darse la fractura y a diferencia de la resina
poliéster con mocora que no permite ensayar por sus fracturas en las mordazas.

Figura
12. Resina poliéster con refuerzo de
abacá [15]
Al triturar la fibra, se puede diferenciar
las fibras internas del recubrimiento, pero no se puede escoger solamente una
parte para poder realizar las probetas.
No se pudo caracterizar el material
compuesto de resina y fibra de mocora, pues la resina y el recubrimiento de la
fibra no son compatibles, habiendo ninguna mojabilidad ni absorción por parte
de la fibra, teniendo solamente una encapsulación.
Se determinó que la resina no es reforzada
por la fibra y que mecánicamente la resina y la fibra trabajan por separado por
lo que la fibra de mocora junto a la resina poliéster insaturada no tienen una
aplicación como material compuesto en partes mecánicas.
La incompatibilidad entre la resina y la
fibra principalmente se da debido al recubrimiento externo que esta posee, para
futuras investigaciones se recomienda realizar tratamientos enzimáticos a la
fibra, que permitan generar porosidades en esta para que así se de una
mojabilidad interna y se pueda dar la formación de un material compuesto.
FUENTES DE FINANCIAMIENTO
Esta investigación
no ha sido financiada.
DECLARACIÓN DE CONFLICTO DE INTERÉS
No hay conflictos
de interés por parte de los autores ni en la investigación
APORTE DEL ARTÍCULO EN LA LÍNEA DE INVESTIGACIÓN
Este artículo aporta al área del
conocimiento en ciencias mecánicas mediante la investigación de nuevos materiales
y la factibilidad de aplicación mecánica, denotando que la fibra de mocora a
pesar de que sus aplicaciones artesanales han demostrado ser resistentes, esta
fibra, tal cual como se la adquiere, no sirve para reforzar resina poliéster,
por lo que no hay la generación de un material compuesto para fabricación de
partes mecánicas.
DECLARACIÓN DE CONTRIBUCIÓN DE CADA AUTOR
Juan Francisco Nicolalde, desarrolló esta
investigación como parte de su trabajo de titulación como Magister en Diseño
Mecánico con mención en fabricación de autopartes de vehículo, bajo la
dirección y tutoría de Javier Martínez Gómez como director de tesis y mediador
con el Instituto Nacional de Eficiencia Energética y Energías Renovables,
Álvaro Ávila como técnico de laboratorio de caracterización térmica dentro de
la Escuela Politécnica Nacional, con el manejo del Microscopio Electrónico de
Barrido propiedad del Instituto Nacional de Eficiencia Energética y Energías
Renovables y Javier Maiguashca como apoyo en el desarrollo de la tesis de
maestría como parte del auspicio del Instituto Espacial Ecuatoriano.
REFERENCIAS
|
[1]
|
C. Alves, P. Ferrão, A. Silva, L.
Reis, M. Freitas, L. Rodrigues and D. Alves, "Ecodesign of automotive
components making use of natural jute fiber composites," Journal of
cleaner production, pp. 313-327, 2010.
|
|
[2]
|
A. Mohanty, M. Misra and L. Drzal,
Natural Fibers, Biopolymers, And Biocomposites, Boca Raton: Taylor And
Francis Group, 2005.
|
|
[3]
|
C. Tapia, C. Paredes, A. Simbaña
and J. Bermúdez, "Aplicación de las fibras naturales en el desarrollo de
materiales compuestos y como biomasa," Revista tecnológica ESPOL, pp.
113-120, 2006.
|
|
[4]
|
M. Jawaid, S. M. Sapuan and O. J.
Alothman, Green Biocomposites Manufacturing and Properties, Gewerbestrasse:
Springer, 2016.
|
|
[5]
|
C. Escobar, Estudio analítico de la
oferta local de autopartes requeridas en procesos de mantenimiento preventivo
para vehículos livianos que se encuentran ubicados en el Ecuador, Quito:
Universidad Internacional del Ecuador, 2016.
|
|
[6]
|
J. Holbery and D. Houston,
"Natural fiber Reinforced Polymer Composites in Automotive
Applications," JOM, pp. 80-86, 2006.
|
|
[7]
|
N. Chand and M. Fahim, Tribology of
natural fiber polymer composites, Boca Ratón: WoodHead Publishing , 2008.
|
|
[8]
|
R. Valencia, R. Montúfar, H.
Navarrete and H. Balslev, Palmas Ecuatorianas: biología y uso sostenible,
Quito: Herbario QCA de la Pontifica Universidad Católica del Ecuador, 2013.
|
|
[9]
|
W. F. Smith and J. Hashemi,
Fundamentos de la ciencia e ingeniería de materiales, México D.F: McGraw
Hill, 2014.
|
|
[10]
|
K. Yoon, A. DiBenedetto and S.
Huang, "Recycling of unsaturated polyester resin using propylene
glycol," Polymer, pp. 2281-2285, 1997.
|
|
[11]
|
H. Borgtoft, "Mocora
Palm-Fibers: Use and Managment of ASTROCARYUM STANDLEYANUM (ARECACEAE) IN
ECUADOR," Economic Botany , pp. 310-325, 1994.
|
|
[12]
|
REQUIMEC, "Cristalan
896," REQUIMEC, Quito, 2016.
|
|
[13]
|
L. E. Moreno, E. Trujillo and L.
Osorio, "Estudio de las carcaterísticas físicas de haces de fibra guadua
angustifolia," Scientia et Technia año XIII, pp. 613-617, 2007.
|
|
[14]
|
M. Salvador, V. Amigó, A. Nuez, O.
Sahuquillo, R. Llorens and F. Marti, "Caracterización de fibras
vegetales utilizadas como refuerzo en matrices termoplásticos," in X
Congreso Nacional de Materiales, San Sebastian, 2008.
|
|
[15]
|
N. A. Tamayo, Obtención y
caracterización de materiales compuestos de matriz poliester reforzados con
fibra de cabuya mediante estratificación, Quito: Escuela Politécnica
Nacional, 2012.
|
NOTA BIOGRÁFICA

Juan Francisco
Nicolalde. ORCID iD
https://orcid.org/0000-0002-8079-9312 Obtuvo su Ingeniería en Mecatrónica de la
Universidad Tecnológica Equinoccial. Obtuvo su Maestría en Diseño Mecánico con
mención en fabricación de autopartes de vehículo en la Universidad
Internacional SEK.

Javier Martínez Gómez. ORCID iD http://orcid.org/0000-0001-8807-7595 Investigador Postdoc
Prometeo en el Instituto Nacional De Eficiencia Energética y Energías
Renovables. Obtuvo su Ingeniería Industrial de la Universidad Carlos III de
Madrid, tiene una maestría en Ciencias e Ingeniería de Materiales de la
Universidad Carlos III de Madrid, tiene un Doctorado en Ciencia de la
Ingeniería de Materiales de la Universidad Carlos III de Madrid. Su línea de
investigación está relacionada con menaje para cocinas para inducción y
materiales para paredes en reactores de fusión. Actualmente es profesor titular
auxiliar en la Universidad Internacional SEK en el departamento de Mecánica, de
la ciudad de Quito, Ecuador.

Álvaro Javier
Ávila Vega. ORCID iD
https://orcid.org/0000-0003-4530-4174 Obtuvo su Ingeniería Mecánica de la
Escuela Politécnica Nacional. Su línea de investigación está relacionada con
nuevos materiales con propósitos de eficiencia energética.

Javier Alejandro
Maiguashca. ORCID iD
https://orcid.org/0000-0001-7671-7962 Investigador en el Instituto Espacial
Ecuatoriano. Obtuvo su Ingeniería en Agronomía de la Universidad Central del
Ecuador, tiene una maestría en Sistemas de Información Geográfica de la
Universidad San Francisco de Quito. Su línea de investigación está relacionada
con espectro electromagnético. Actualmente es director de proyectos I+D+I en el
Instituto Espacial Ecuatoriano.

Esta obra está sujeta a la
Licencia Reconocimiento-SinObraDerivada 4.0 Internacional de Creative Commons.
Para ver una copia de esta licencia, visite
http://creativecommons.org/licenses/by-nd/4.0/ o envíe una carta Creative
Commons, PO Box 1866, Mountain View, CA 94042, USA.